The Problem With Fixed-Time CIP
Clean-in-Place (CIP) systems have been the standard method for cleaning food processing equipment — tanks, pipelines, heat exchangers, filling machines — since their widespread adoption in the dairy industry from the 1950s onward. The principle is well established: circulate cleaning solutions (typically hot caustic, followed by acid, followed by water rinses) through the equipment at sufficient velocity, temperature, and concentration to remove soil, kill microorganisms, and leave the surfaces safe for the next production run.
The design of traditional CIP programmes is conservative by necessity. When a CIP programme was written, it had to guarantee cleaning effectiveness under worst-case conditions — the heaviest soil load that might occur, the lowest water temperature, the most difficult equipment geometry. Time-based cycles that exceed the minimum required cleaning time in typical conditions are built in as a safety margin.
The result is that on most production days, CIP cycles run significantly longer than actually needed. In a dairy plant, CIP can account for 20–30% of total water consumption. Water, caustic, acid, and steam heating costs are all consumed for time beyond what the actual cleaning task requires. Production time is lost while equipment sits in a CIP cycle that is already clean but still running the clock out.
What Conductivity Tells You
Conductivity measurement in CIP return lines provides direct, real-time information about the chemical composition of the fluid returning from the equipment being cleaned. The basis is simple: water, caustic (sodium hydroxide), acid (nitric acid, citric acid, peracetic acid), and process product (milk, beer, juice, syrup) all have distinct and measurable electrical conductivities.
During the pre-rinse phase, conductivity in the return line decreases as product residues are displaced by water. The rate at which conductivity falls and the point at which it approaches the conductivity of the incoming rinse water indicate how effectively the bulk soil is being removed. During the caustic wash phase, conductivity provides continuous verification that the caustic concentration in the circuit is within the specified range — a reading outside the target band is a real-time alert that the caustic supply is exhausted or the dosing system has failed. During the final rinse, conductivity falling to and stabilising at the conductivity of clean water confirms that caustic has been fully displaced.
This last point — the final rinse end-point — is where conductivity-based CIP control delivers the most direct value. Instead of running the final rinse for a fixed time (say, 10 minutes) regardless of how long the caustic was present in the system, the control system ends the rinse when the return conductivity has reached the target value and remained there for a defined stable period. Short circuits or incomplete rinse coverage — where pockets of chemical remain — are revealed as a failure to reach the target conductivity, not discovered in the next food safety test.
What Turbidity Tells You
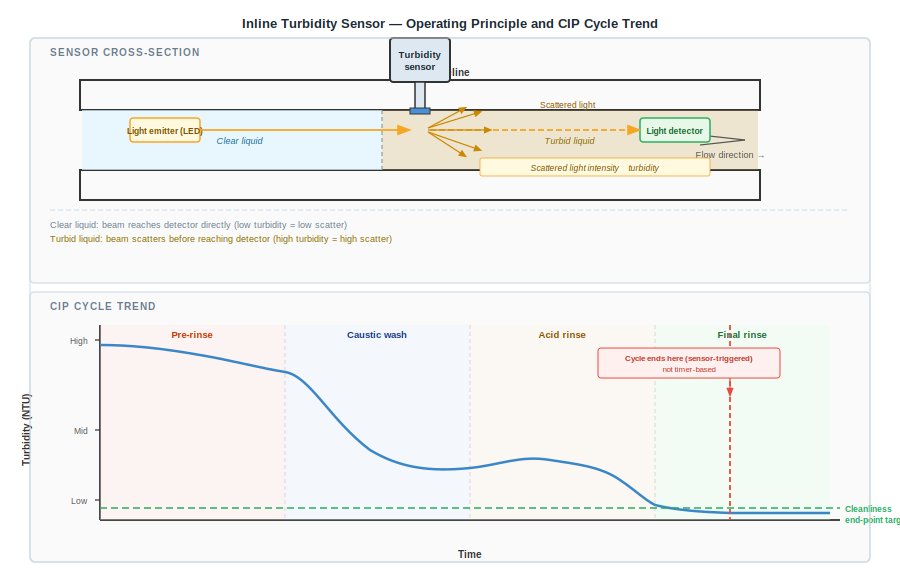
Turbidity measurement detects the amount of particulate and suspended material in the return fluid by measuring how light is scattered or absorbed as it passes through the liquid. In CIP applications, turbidity provides information that conductivity cannot.
During the pre-rinse and wash phases, turbidity in the return line indicates how much soil is being displaced from the equipment surface. A high-turbidity return early in the cycle shows that soil is being removed effectively. As the cycle progresses, turbidity should fall as the soil loading decreases. Turbidity remaining elevated after the pre-rinse should not have ended — the equipment needed more time.
For the final rinse verification, turbidity close to zero confirms that no particulate matter remains in the return flow — no product residues, no cleaning solution precipitates, no microbiological biofilm fragments that might have detached. Combined with a conductivity at the target value for clean water, a near-zero turbidity measurement provides objective, documented evidence that the equipment is clean in the sense required for food safety purposes.
Clean-to-Target Control — How It Works in Practice
Implementing sensor-based CIP control requires integrating conductivity and turbidity transmitters into the CIP return line and connecting their outputs to the CIP programme controller (typically a PLC or a dedicated CIP controller).
The CIP programme transitions between phases based on measured parameters rather than timers:
The pre-rinse phase ends when turbidity in the return drops below a defined threshold — indicating that bulk soil has been displaced — rather than after a fixed pre-rinse time.
The caustic phase maintains the caustic concentration within a target range (verified by conductivity) and ends when turbidity has fallen to near-zero, confirming soil removal, and the caustic circuit has been stable at temperature and concentration for the required contact time.
The final rinse ends when conductivity has reached and maintained the target value for clean water over a defined stable hold time, and turbidity has confirmed no residual particulates. The end-point is based on verified cleanliness, not a preset time.
The result is a CIP cycle that is as long as necessary and no longer. On days with light soil loads — typical production runs, well-maintained equipment — cycles are shorter. On days with heavier loads, the cycle extends to ensure cleaning is complete before ending. The system adapts to actual conditions rather than assuming worst case every time.
Regulatory and Food Safety Documentation
Food safety regulators increasingly expect documented evidence that CIP cleaning was effective, not just that it was performed. Hazard Analysis and Critical Control Points (HACCP) programmes require that critical control points — including cleaning effectiveness — are monitored with objective, measurable criteria.
Continuous logged conductivity and turbidity data from CIP cycles provides exactly this documentation. The logged trend data for each cycle is timestamped, shows the progression of cleaning parameters, and records the end-point conditions at which the cycle was released. This is far more defensible than a log entry showing “CIP completed at 14:32” based on a timer. If a food safety auditor asks how you know the CIP was effective on a given day, the sensor data provides a direct, instrument-verified answer.
Resource Savings in Practice
Plants implementing conductivity and turbidity-based CIP optimisation consistently report reductions in water and chemical consumption. Published case studies and industry surveys in the dairy and brewing sectors report water savings of 15–25% and chemical savings of 10–20% compared with fixed-time CIP programmes — consistent with the LinkedIn post figure widely cited in industry. The savings vary depending on how conservative the original fixed-time cycles were and how variable soil loads are across different production runs.
In a large beverage plant consuming significant volumes of water and chemicals for CIP, these percentages represent substantial cost reductions that justify the sensor installation cost within a year or two of operation in most cases.
The Bottom Line
Fixed-time CIP cycles are a practical approach when no other information is available. But conductivity and turbidity sensors make better information available — continuously, in real time, at relatively low cost. The result is CIP cycles that are as short as safety allows, documented to satisfy food safety requirements, and quantifiably more resource-efficient than timer-based operation. The sensors do not replace CIP programme design expertise; they give that expertise better data to work with.