The Reality of Pressure Vessel Incidents
Pressure vessel failures are among the most severe events in the process industries. When a pressure vessel fails catastrophically — a boiler, a reactor, a high-pressure separator — the consequences include personnel injuries and fatalities, massive property damage, environmental contamination, and production losses that can run to millions of pounds or dollars. The Chemical Safety and Hazard Investigation Board (CSB) in the United States has investigated dozens of such incidents and consistently identifies common contributing factors: pressure monitoring that failed silently, inadequate alarm response, and safety systems that were single-point rather than redundant.
What makes these incidents particularly significant from an instrumentation standpoint is that they are not random mechanical failures. Pressure excursions typically build over time — minutes or hours — generating instrument readings that should alert operators before the point of failure. When those readings are absent, inaccurate, or ignored, the window for intervention closes. The instrument failure precedes the vessel failure.
What Makes Pressure Measurement Fail Silently
Standard pressure transmitters can fail in ways that are invisible to the control system. A transmitter that develops a blockage in its impulse line, for example, freezes at its last reading rather than generating an alarm. An instrument whose calibration has drifted reads a pressure below the actual process pressure, giving operators false confidence that a safety margin exists when it does not. A transmitter with a degraded sensing element may produce a slowly drifting reading that looks like process variation to an operator watching a trend screen.
None of these failure modes generate a “sensor fault” alarm in a basic 4–20 mA loop. The signal is still present, the reading is still plausible, and there is nothing to prompt an operator or the control system to question the measurement. The failure is silent.
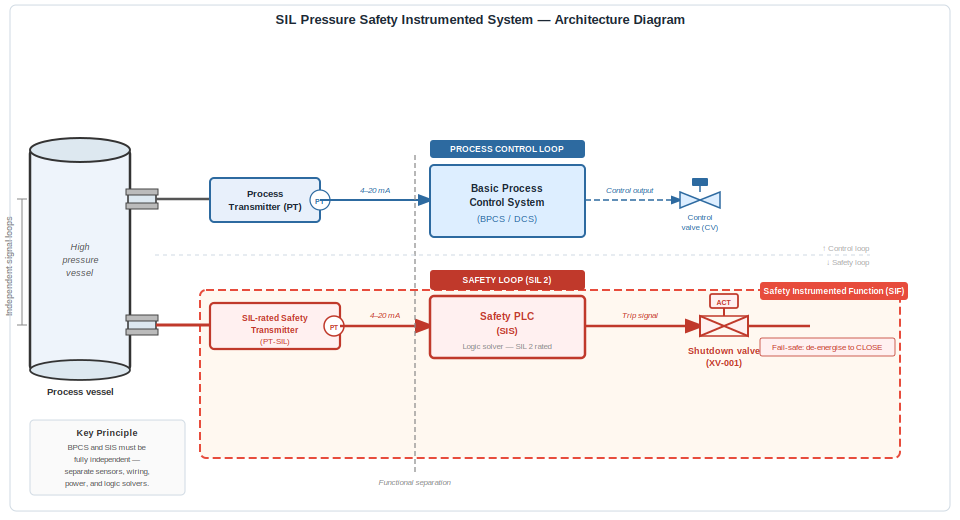
Single-point measurement systems — one transmitter providing the only signal to both the control system and the safety system — make this problem worse. If that one transmitter fails in a deceptive mode (reading low while the actual pressure is rising), the control system and the safety system both receive the false reading. There is no independent source of truth.
SIL and What It Means for Pressure Transmitters
Safety Integrity Level (SIL) is a risk-reduction classification system defined in IEC 61508 (functional safety of electrical/electronic/programmable electronic systems) and IEC 61511 (functional safety for the process industry). SIL ratings from 1 to 4 describe the required risk reduction factor of a safety instrumented function — the higher the SIL, the lower the allowable probability of failure on demand and the more rigorous the design, testing, and proof-test requirements.
For pressure measurement in safety instrumented systems (SIS), SIL-rated transmitters differ from standard process transmitters in several important ways:
Continuous self-diagnostics. SIL-rated pressure transmitters continuously monitor their own internal health — sensing element condition, electronic integrity, impulse line status (via pressure noise analysis), and loop continuity. Faults are reported as specific diagnostic codes, not just as a loss of the 4–20 mA signal. The instrument actively reports its own condition rather than simply providing a measurement output.
Defined safe failure fraction (SFF) and dangerous failure rate. SIL certification requires the manufacturer to characterise the failure modes of the instrument and certify what proportion of failures result in a detectable fault (safe) versus an undetected failure that could prevent the instrument from performing its safety function (dangerous undetected). This data allows the safety engineer to calculate the achieved SIL of the overall safety instrumented function.
Impulse line blockage detection. Advanced SIL-rated transmitters use statistical analysis of pressure noise in the process signal to detect when an impulse line has become blocked. A blocked impulse line produces characteristically dampened noise; the transmitter can identify this signature and alert the system before it results in a dangerous measurement gap.
Proof testing support. IEC 61511 requires periodic proof testing of safety instrumented functions to verify that the safety system can perform its intended function. SIL-rated transmitters include features that support efficient proof testing — partial stroke testing capability, diagnostic records that satisfy auditor requirements, and parameterisation options that simplify the test procedure.
Redundancy Architectures
For high-consequence applications — large-volume pressure vessels, reactors operating above safe working pressure limits, pipelines carrying hazardous products — redundant pressure measurement architectures further reduce the probability of a dangerous undetected failure.
The most common architecture for SIL 2 pressure safety applications is a 1-out-of-2 (1oo2) voting configuration: two independent SIL-rated pressure transmitters installed on separate nozzles, connected to independent signal loops, with the safety PLC taking action (closing a valve, initiating a shutdown) if either transmitter signals a high-pressure condition. This configuration ensures that a single transmitter failure — in either a fail-safe or fail-dangerous mode — does not compromise the safety function.
For SIL 3 applications, 2-out-of-3 (2oo3) voting is common: three transmitters, with action triggered when two of the three agree that a hazardous condition exists. This architecture balances high availability (avoiding spurious trips from a single failed transmitter) with high safety (requiring two independent faults before the safety function is compromised).
Calibration Management and Proof Testing
SIL certification of the instrument is not sufficient on its own. The safety instrumented function must be maintained throughout its operational life. IEC 61511 requires that proof testing intervals and procedures be defined as part of the safety lifecycle, and that testing records be maintained as evidence of compliance.
For pressure transmitters, proof testing typically involves verifying the measured value against a reference gauge or calibrator, confirming alarm and trip setpoints, and verifying that self-diagnostic faults are correctly reported. The frequency of proof testing depends on the required SIL and the dangerous failure rate of the installed transmitter — calculated during the safety system design phase.
Computerised maintenance management systems (CMMS) that link instrument tags to calibration records and alert maintenance teams when proof tests are due are standard practice in well-managed process facilities. Maintaining proof test records is not only a safety requirement but increasingly a regulatory and insurance requirement.
The Bottom Line
Process safety in high-pressure applications depends on instruments that report their own health, are installed with appropriate redundancy, and are maintained to documented proof test procedures. A standard pressure transmitter connected to a single measurement loop is not adequate for applications where a missed pressure excursion has life-safety consequences.
SIL-rated pressure transmitters, correctly integrated into safety instrumented systems designed to IEC 61511, close the measurement gaps that precede serious incidents. The cost of this protection is a small fraction of the cost of a single incident — financial, human, or reputational.